3.2 .径向静密封改进
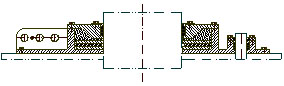
热端和冷端扇形板侧密封(静密封),将原单侧密封改为双侧密封。由原来的滑板式结构改为迷宫式结构,在冷端扇形板与中间梁之间再加装一道 U 形密封片,提高径向静密封效果。待径向密封间隙调整完毕后,将静密封进行密封焊;或待热态运行一个检修期后,当确认径向密封间隙为最佳值时,可在停炉检修时根据需要,决定是否要将静密封进行密封焊。消除扇形板内端和中心密封盘之间的间隙,对扇形板外端弹性密封档板进行消缺。
3.3 .冷端径向密封改进:
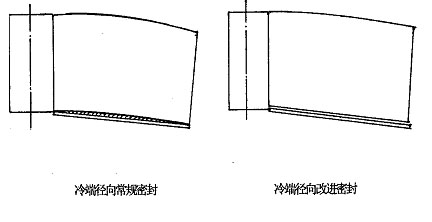
根据该空预器冷端支承的热态变形原理,扇形板内侧间隙为 0 ,外侧按转子热态时蘑茹状最大变形量而预留一个间隙值,根据机组平时实际运行的参数,计算出转子在热态蘑茹状变形的曲线,然后将冷端径向密封片安装成与转子热态变形相反的曲线,使原来曲线与直线的常规密封方式改成两条直线密合,减少冷端泄漏面积。
3.4 .轴向密封改进:
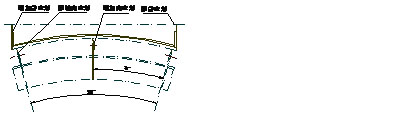
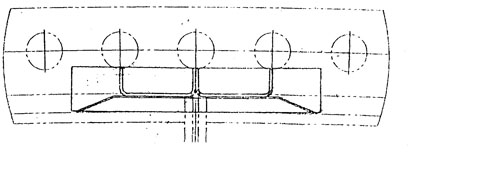
在原二道轴向密封密封片中间(对应转子径向隔板分仓处)增加一道轴向密封片,在上、下两端“ T ”字钢处增加补隙片,确保空预器在任何时间均有不少于二道轴向密封片与轴向园弧板形成密封付。轴向静密封由原来的单侧密封改为双侧密封。待轴向密封间隙值调整完毕后或待热态运行一个检修期后进行密封焊接。
3.5. 在围带销轴内侧加装档板 :
下一页